材质:HT250
硬度:HB170-240
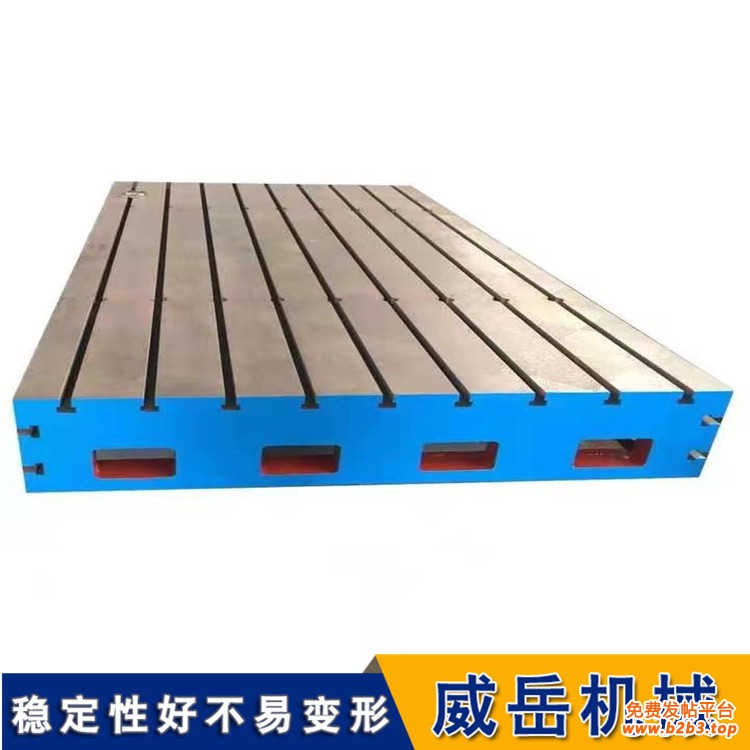
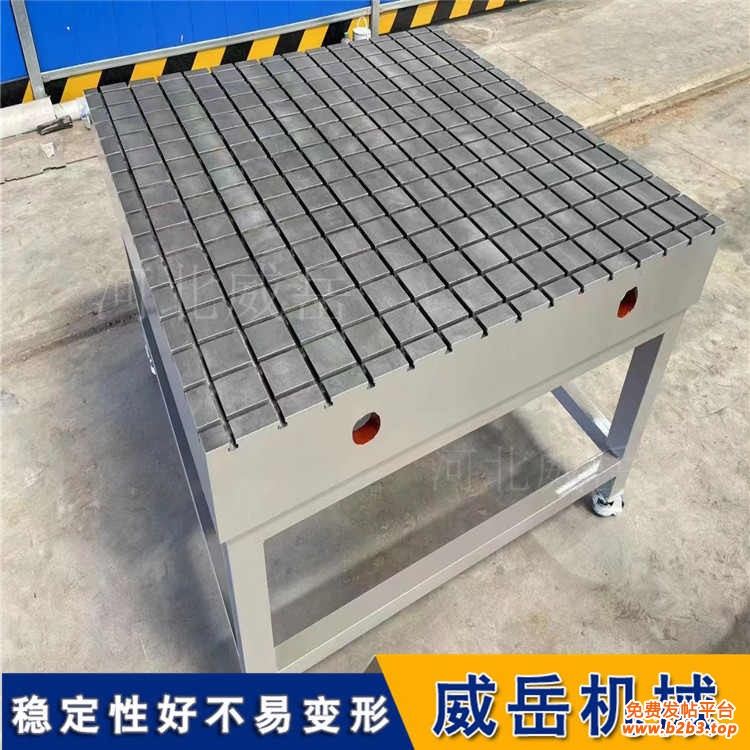
T型槽试验平台表面可以有孔或T型槽,用来固定工件,和清理加工时产生的铁屑或放以固定销。也可以设计成平面。T型槽试验平台材质,强度铸铁HT200-HT300工作台一般硬度为HB170-240,加工成品之前经过两次退火处理,去除其内应内。依据客户的要求在工作面上加工T型槽、圆孔、长孔等。
T型槽试验平台的质量好坏,与浇铸有大关系。在浇铸T型槽试验平台时按照浇铸法,进行操作,这样才能保护T型槽试验平台的初期质量。
浇铸的操作:浇铸的操作需要注意,铁液量的估计,浇铸前要计算好每个铸型需要的铁液量,不能少,也不要太多。要提前部署好浇筑的路程,千万留神不要挡渣,外浇空要一直保持充满状态,防止熔渣与气体等进入铸型内。
T型槽试验平台的浇铸温度:浇铸温渡过高,铁液在铸型中紧缩量变大,易产生缩孔、裂纹及粘砂等流弊;温渡过低则铁液流动性差,又简单出现浇不足、冷隔与气孔等流弊。符合的浇铸温度应根据平台的大小、形状及壁厚来肯定。对形状繁杂的薄壁铸铁件,浇铸温度为1400左右;对形状较简单的厚壁铸铁件,浇铸温度为130O左右即可。
T型槽试验平台的浇铸速度:浇铸速度太慢,金属液冷快,易产生浇不足、冷隔以及夹渣等流弊;浇铸速度太快,则会使铸型中的气体来不及排出而产气孔。
一、 T型槽试验平台浇铸时注意事项
1. 浇铸砂进程的操控,型砂的性能将直接影响平台的质量,因而,型砂大概具有杰出的透气性,湿强度、流动性、可塑性和让步性等。http://www.chinaweiyue.com/
2. 严厉依照加料次序:旧砂-新砂-粘土-煤粉-水。混碾砂时刻定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以进步透气性、流动性等。
3. 浇铸进程的操控。浇铸前要对浇铸铁水进行孕育和扒渣处置。在浇铸进程中要不断流且平稳,以防止冲砂而构成砂眼。
4. 跑火时要及时堵住漏浇铸铁水的部位,并补足铁水,以削减冷隔、浇缺乏等缺点。
5. T型槽试验平台浇铸整理进程的操控,整理进程是平台冷却后从铸型中整理量具平台,以取得外表无缺点的平台。
联系人:销售部卫经理 15533753786竭诚为您服务!
详询可登陆我们的官网:http://www.chinaweiyue.com/