硬度:HB170-240
强度:HT200-300
1、尽快充型。
2、铸铁平板变径内浇口、缝隙式浇口、内浇口切向入水等措施对提高浇筑质量效果的。
3、从铸铁平板的薄处入金属液,避免薄位浇不足,以及减轻因铸件壁厚差异悬殊而造成的应力。
4、要避免铸铁平板铁水在型砂中推进的前端部分在产品的关键区域集。
5、少用或不用阶梯形浇口。
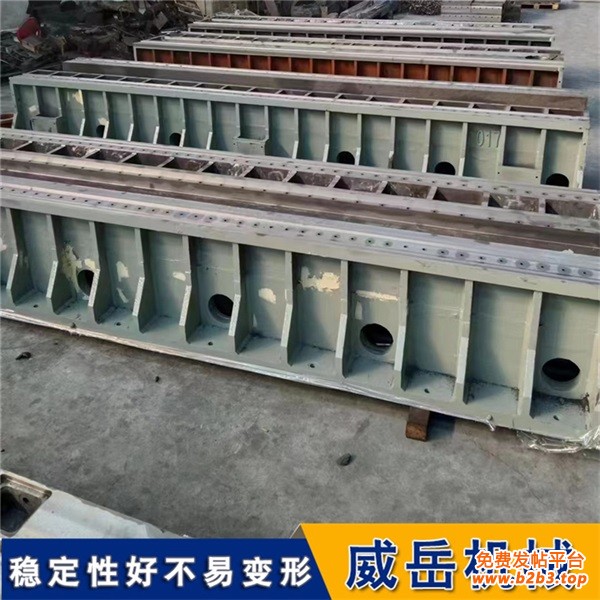
要注意避免工件和铸铁平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以过铸铁平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成铸铁平板变形,使之损坏,无法使用,铸铁平板砂型铸造生产的铸件尺寸精度、表面粗糙度、密度和金相组织、机械性能等方面往往较差,所以当对铸件的这些性能要求较高时,应该采用其他特种铸造方法。
手工创造条件用技术先进的铸铁平板造型、制芯方法。老式的震击式或震压式造型机生产线生产效率不够高,工人劳动强度大,噪声大,不能满足大量生产的要求,应逐步加以改造。对于小型铸件,可以采用平分型或垂直分型的无箱高压造型机生产线、铸铁平板消失模铸造生产线,其生产效率高,占地面积也小;对于中型铸铁平板可选用各种有箱高压造型机生产线、气冲造型线,以适应快速、高度造型的要求,制芯时可选用冷芯盒、热芯盒、壳芯等效制芯方法。中等批量的大型铸铁平板可以考虑使用树脂自硬砂造型和制芯。
铸铁平台熔模铸造,铸钢及非铁合金批量生产时,比完全用机械加工生产便宜各种批量的铸钢及高熔点合金的小型复杂精铸件,特别适合铸造艺术品、精机械零件,铸铁平板陶瓷型铸造,铸钢及铸铁的模具和精铸件尺寸精度高,表面光洁,但生产效率低,离心铸造,灰铸铁、球墨铸铁几十千克,一般为圆简形铸件较低小批量到大批量的旋转体形铸件、各种直径的管件连续铸造钢、非铁合固定截面的长形铸件,如钢锭、钢管等组织致密,力学性能好,生产效率高。铸铁平板消失模铸造,不同批量的较复杂的各种合金铸件铸件尺寸精度较高,铸件设计度大,工艺简单,但模样燃烧影响环境。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!